12. Soft robotics¶
Research¶
There were lots of amazing references that were inspiring this week but these ones really stood out.
Craft and Soft Robotics¶
Leather craft: "The Culture" series is a collaboration between media artist Afroditi Psarra and architect Dafni Papadopoulou that aims to combine electronic handicrafts with parametric design and digital fabrication to create hybrid wearable interfaces.
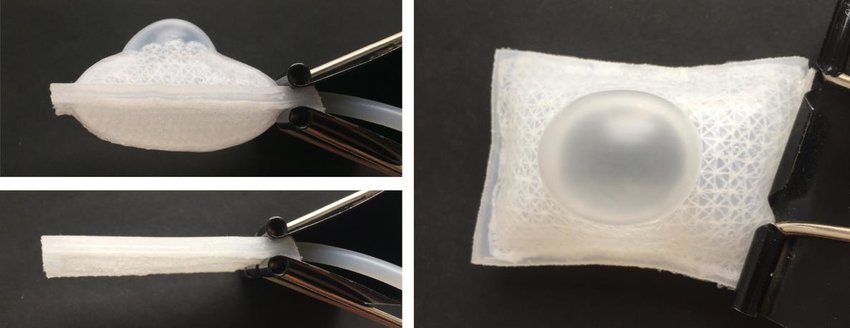
Embroidered inflatables: Research is currently underway combining practices of embroidery with digital production of silicone forms for wearable technologies. A detailed review and analysis of integrating silicone based machine embroidery is described in this paper for further detail. Photo by: Bruna Goveia da Rocha
Couture: the work of Ying Gao has been on my radar for several years and continues to inspire from an interaction and aesthertic perspective. See videos of her work here. What I love about this piece is that it is a physical piece designed to emmulate digital fashion - it feels like the moving Inception and I'm here for it. Made in 2022, these garments are called 2526 - the number of hours it took to create this piece from beginning to end.

References¶
Other great references and inspration from more of an engineering perspective are:
- Soft Robotics Toolkit
- Harvard's Reconfigurable Materials
- Down loads from The Soft Robotic Matter Group
Paper Prototypes¶
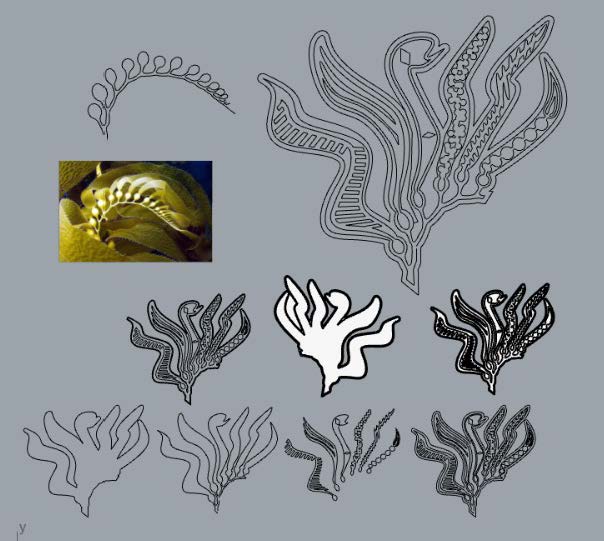
In my first iteration I made the rookie mistake of starting complicated. I love it. I have always been obsessed with bull kelp, the texture of the leaves and the form of it's large plumes. So I took this shape as my inspiration of possible textures, movements and overall form of my inflatables. ###Form of Inflatables In the forms you see below I was focusing on different forms I learned from the lecture that might create a different actuation:
- linear elements to create conctration
- alternating direction of linear elements to create bending or twist
- radial lines to possibly create a cone
- long curved lines to create a slight curl
- circles to create bumbus bunching
What not to do: What I learned however is that I made the air channel far too narrow and that prevented me from very effectively inflating the less stretchy thermal plastic material. Similarly, creating long inflatables out of not very stretchy material made it difficult to inflate.
To use the laser machine:
- Upload DXF to machine
- Establish cutting speed: 60mm/s
- Identify power to cut: 30,33 (min + max power) for cut and 40,53 (min + max power) to mark the fold line
- Tape down material
- Calibrate laser height
- Set origin and test print frame
- Turn on extractor
- Run laser
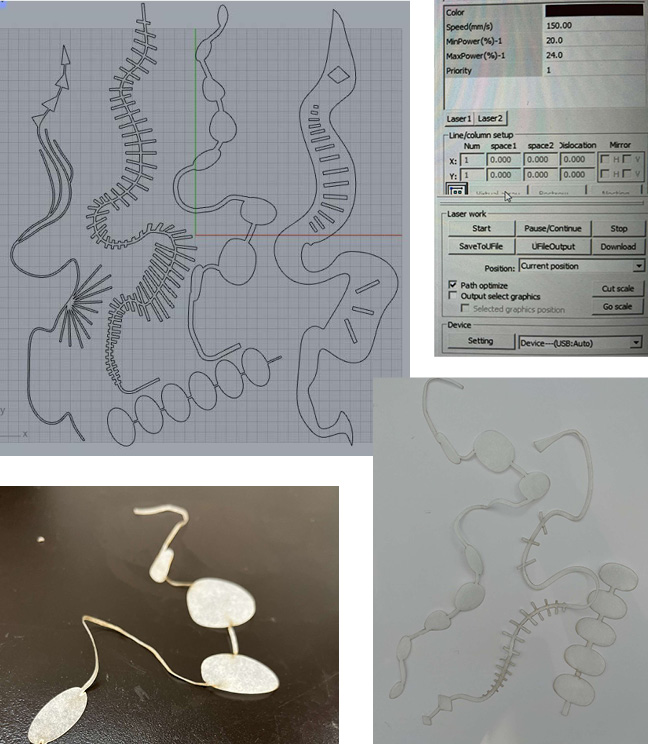
For paper my laser settings were:
- Speed: 150mm/s
- Power: 20-24%
For vinyl my laser settings were:
- Speed: 75mm/s
- Power: 50-53%
The tool I have used for this exercise is Rhino. Forms were created using curves which were joined and or trimmed in order to create closed curves for the air chambers and walls.
Inflatable Assemblies¶
You can quite quickly prototype soft inflatables using Heat Transfer Vinyl and baking paper as a resist preventing adhesion and creating space for air to flow. Use the following steps to create your assembly:
- Cut your baking paper into the desires form - ensure to leave a 3-5mm tab at the bottom in order to createa hole for the air to enter
- Cut 2 pieces of Vinyl that have a minimum of a 4mm larger diameter on every side
- Make a sandwich! Put the paper in the middle with the tab visible and place both pieces of vinyl on either side with their thick plastic coating facing out
- Hot tip: if your paper piece feels slippy glue it down to one side of the vinyl in order to keep it in place
- Iron and then remove plastic
- insert tube of your choosing in order to inflate
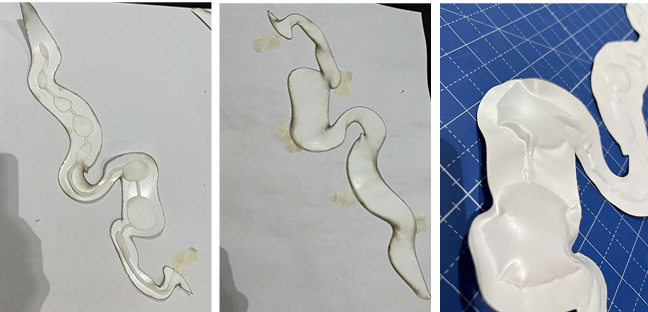
What not to do:If creating folds you will need to find a way to replicate your desired form. The easiest way to prototype this is not to do what I did initially which is to try to replicate circles. The better method is to simply cut strips of the paper, glue to ones side and fold then iron. Creating a specific form as I did requires that you replicate the void within the fold as pictured below.

Paper Prototype Results¶
Folded Circles: Did not create significant curvature however had a good volume
Folded Stirp 1cm Ridge: Excellent motion greate ease of production
Diamonds Narrow .75cm: Twisting S form
Diamonds Medium: 1.5cm: Twisting S form
Silicone Mold Process¶
Not learning my lesson the first time, I decided to make a silicone mold that would allow me to see the impact of a range of apporaches to inflation. Again inspired by giant bull kelp. In this experiement I made a series of Giant Bull Kelp leaves with which I could experiement with different internal voids; could I make the leaf twist and turn as it does in the water?
Out options at the BDC are laser cutting and 3D Printing of the molds. because of the complexity of my forms we opted for 3D printing in a 2 part mold where the top part fits over the smaller detailed design in order to cast both the void of my design and a base layer that we can glue together.
Creating the Mould¶
I created the form for the mould in Rhino using simple shapes, splines, splitting overlapping elements and joining them into a closed curve. Critical to this process was searching for duplicate lines and ensuring that I had a complete closed curve.
Also for consideration in this process was the void size, wall height and wall thickness. These three factors greatly influence whether your mould will explode, how the air might travel and the bubble thickness.
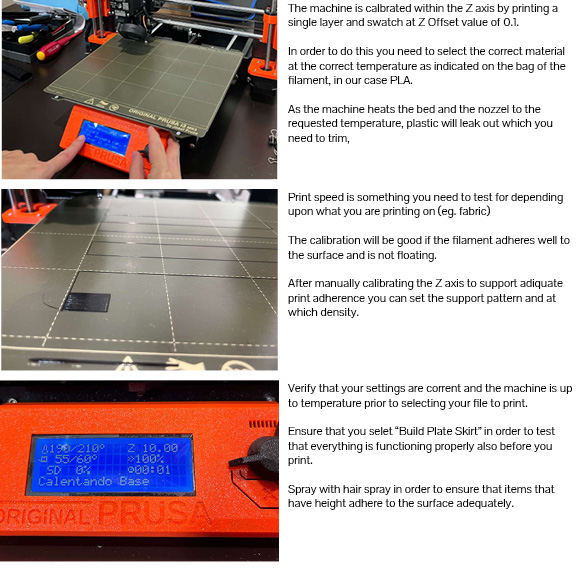
Ok so we've got our model, now it's time to print! I used the following steps below to set up my 3D model to print. Before getting the file up and printing we followed the digital steps below:
- Save Rhino File as STL
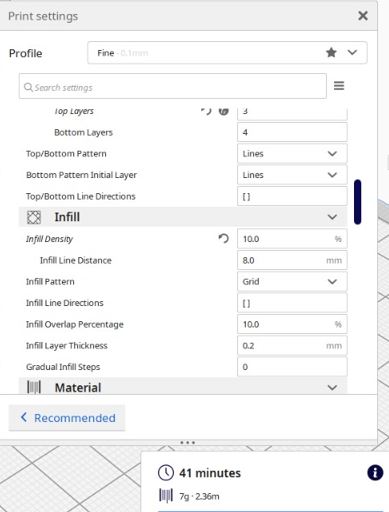
- Upload to CURAsoftware
- Adjusted the orientation of the model to minimize plastic waste
- Determined material density or "infill"
- Established support material volume
- Double print quality, material temp, print speed, and filament material
- Save to USB and upload file to PRUSA machine
3D Printing settings are as follows:
- Material: PLA 0.2mm
- Extrude Temperature: 210*C
- Bed Temperature: 60*c
- Speed 40-35mm/s
- Retraction Distance: 0.8mm
Moulding Silicone¶
With both sides completed I took some time to seal the porus 3D printed form. Given that I have small complex forms extruded, there is a greater risk of fragility or tearing that I was hoping to avoid

Smooth on EcoFlex 30 parts A + B were mixed in equal portions and mixed rigourously while working to not make bubbles. The mixed A + B portions were then placed in a vaccum in order to remove as many of the bubbles as possible as these can creat thinness or distortion to our mould form.


I sprinkled the top side of the delecately poured silicone with Spirilina to emphasize volumes created and offer an aesthertic aquatic texture. These moulds were left to set over the winter break and revisited upon my return in the new year.

The next step was to adhere both sides together. Mixing only a tablespoon of both the A + B of the Ecoflex together I brushed a layer of silicone on the base as my complex mould on the otherside could be prone to suck up some of the silicone filling the voids. After aligning both piece together I cafefully painted the seams with additional silicone in order to ensure an effective seal.

After drying I cut away the excess silicone and inserted air tubes into each other bulbs in order to test the forms I had created.
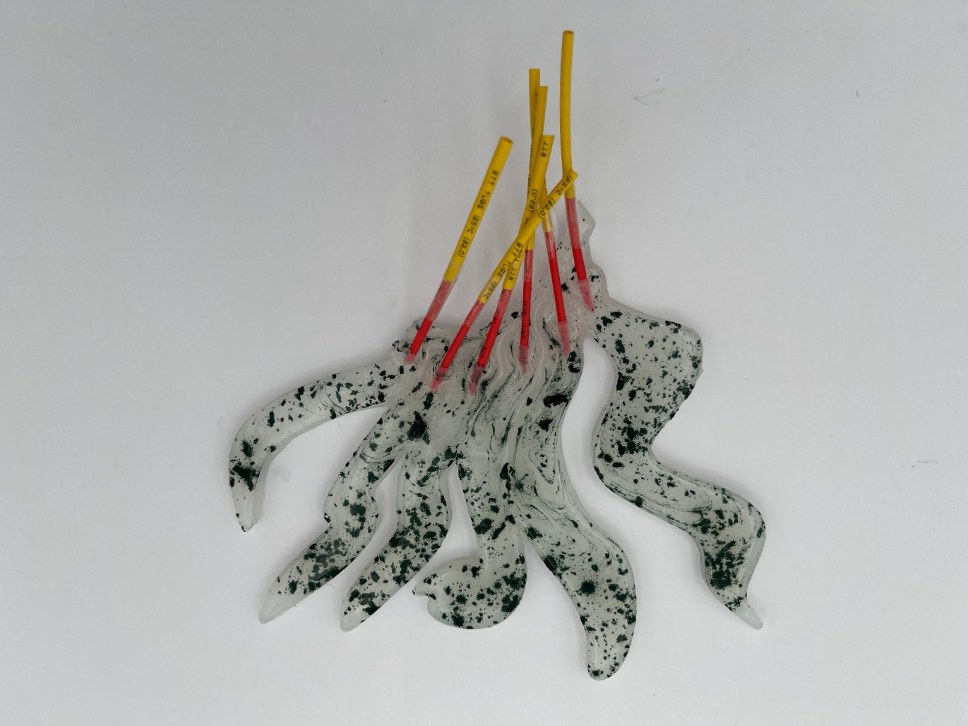
Here is the reference 3D form such that you can understand the impact of these designs upon the inflation and motion of the leafs:
And the resulting motionas demonstrated below for each of the leaves.
Final tip of What not to do: Designing without considering how the medium you are using might flow around the design. Having objects at a scale, or level of detail that is hard to manufacture will create a lot of re-work. Many of my voids were too close to my mold walls meaning that it's possible the silicone would not create a strong enough barrier or could rip when removing from the mold.
Make your own!¶
All of the laser cut and 3D Printing files can be found here
Tools used for this exercise were: Rhino and CURA